有限公司")

今天,螺絲君跟大家分享“德國標準自攻釘連接擰緊設(shè)計要求"。
01
適用范圍
自20世紀70年代末以來,用螺紋成型/開槽金屬螺釘?shù)乃芰现苯勇菁y連接已被用于組件和建筑元素的可拆卸連接。
本技術(shù)規(guī)范適用于與螺紋成型金屬螺釘?shù)倪B接,在組裝過程中,金屬螺釘在塑料本身中形成螺紋。
技術(shù)規(guī)范提出了影響這種連接技術(shù)的基本變量,并為設(shè)計人員提供了設(shè)計這種連接的標準。由于影響變量的多樣性,純計算設(shè)計目前是不可能的。因此,對原材料和螺絲的生產(chǎn)廠家進行試驗和詢問是必要的。


02
程序描述
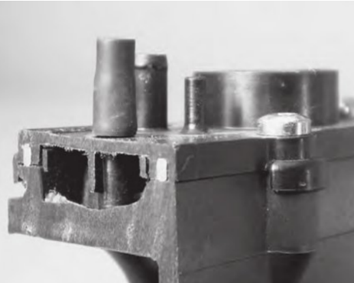
用金屬螺紋成型螺釘連接模具和建筑構(gòu)件,金屬螺紋成型螺釘具有特殊的螺紋幾何形狀,并被擰成預(yù)先成型的圓形支架孔(圓頂、螺紋凸臺或螺紋眼),這是一種經(jīng)濟可行、適合回收和拆卸的組裝類型。
此外,在成型過程后進行裝配。因此,沒有必要在模具閉模時引入任何金屬鑲件或套筒,以免有傾斜的危險。螺紋成形操作與材料的位移和圓頂?shù)膹较蚺蛎浻嘘P(guān)。
因此,應(yīng)優(yōu)先考慮對應(yīng)力開裂不敏感的塑料。與焊接相比,不同的材料可以通過直接旋緊以可拆卸的形式連接在一起。
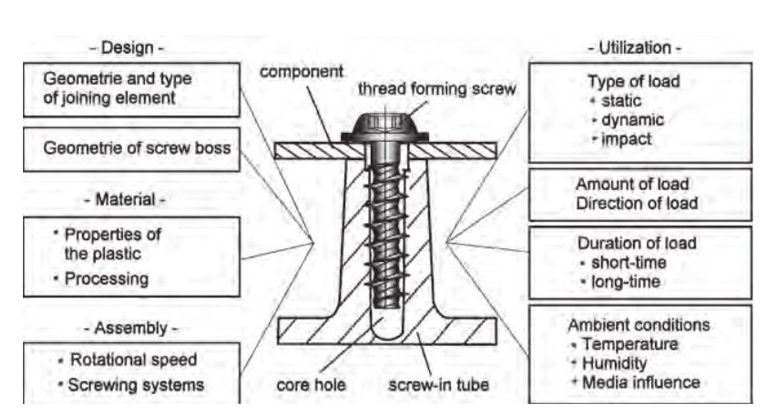
這種連接的質(zhì)量和組成功能,本質(zhì)上是由圖1所示的影響變量決定的。
2.1
裝配/旋入操作
關(guān)于螺釘?shù)难b配,必須區(qū)分螺紋成形力矩M Form,在每種情況下由于新成形的螺紋截面而始終保持不變,和螺紋摩擦力矩MR, 隨著螺桿深度的增加。兩者一起導(dǎo)致當螺釘頭與附加部分接觸時的扭入力矩ME。
在螺桿頭接觸后,根據(jù)螺桿頭的類型和幾何形狀增加螺桿頭的摩擦力矩。為了施加一個必要的預(yù)緊力Fv,繼續(xù)扭轉(zhuǎn)螺絲,直到達到裝配緊固力矩Ma。此外,如果繼續(xù)旋轉(zhuǎn)螺絲,直到系統(tǒng)失效,這將導(dǎo)致過扭力矩Mμ,圖2。
 扭入和過扭力矩之間的最大可能間隔對總成安全是有意義的。為了有足夠的安全考慮到可能的波動擰入裝置,建議將最大裝配緊固力矩MA限制在1/3到max1/2之間的過扭和入扭之間差值。
扭入和過扭力矩之間的最大可能間隔對總成安全是有意義的。為了有足夠的安全考慮到可能的波動擰入裝置,建議將最大裝配緊固力矩MA限制在1/3到max1/2之間的過扭和入扭之間差值。

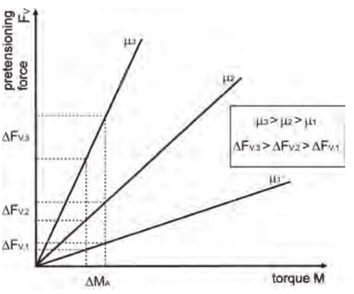
拉緊力矩由克服螺紋摩擦的力矩M GR和下摩擦力M KR組成M A。由于連接的預(yù)緊力是通過擰緊力矩作為規(guī)則間接設(shè)置的,摩擦力的主要影響,特別是總摩擦力的變化,例如,通過附加的下部聯(lián)鎖來說明,如圖3所示。
初步試驗的旋緊力傳感器,也有助于建立的結(jié)果,接頭的預(yù)緊力,當螺釘頭部接觸時刻已開始建立。在極端情況下,由于螺釘頭幾何形狀的改變,在沒有任何實驗確認測試的情況下,關(guān)閉力矩可能已經(jīng)在大幅降低的預(yù)緊力下達到。
在計算扭入力矩和過扭力矩以及預(yù)緊力方面,已有比較全面的建議。這些假設(shè)恒定的制造條件,參見章節(jié)3。
然而,有必要考慮到習(xí)慣的螺絲刀在不同程度的轉(zhuǎn)速下降和顯示關(guān)閉公差下工作,以及在裝配操作中可能導(dǎo)致熱塑性塑料完全熔化的不同溫度,這取決于所使用的塑料、裝配條件和幾何設(shè)計,參見第2.2和2.4節(jié)。
▲ 圖3
2.2
影響連接性能的基本變量
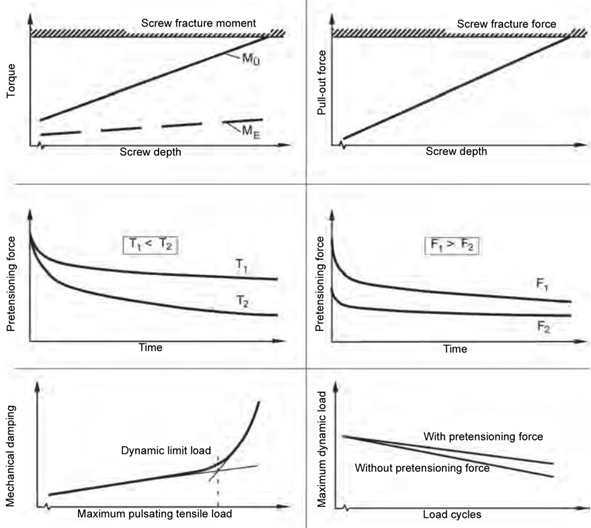
本章將解釋一般的聯(lián)系。必須注意按照第3節(jié)進行詳細的接頭設(shè)計。基本連接參數(shù)和由此產(chǎn)生的連接屬性的示意圖概述如圖4所示。
a. 孔直徑dK
芯孔直徑的選擇決定了螺紋側(cè)面與周圍塑料的重疊,因此不僅對軸向承載能力至關(guān)重要,而且對確保接頭的組裝也至關(guān)重要。
對于每一種螺桿幾何形狀和塑性的組合,在螺桿試驗中必須通過實驗手段明確確定芯孔直徑。第3節(jié)中的尺寸建議可用于近似設(shè)計。
圖4顯示了入扭力矩和過扭力矩隨孔直徑的變化規(guī)律。一般來說,最佳孔直徑dk的定義為旋入力矩和過扭力矩之間的最大間隔。
b. 螺釘深度/長度lE
與彈性模量相同的金屬螺栓/螺母接頭的承載行為不同,金屬螺釘與周圍塑料之間的力傳遞在螺釘長度上是均勻的。因此,拉拔強度與螺釘長度成正比。圖4顯示了螺釘試驗的特性如何依賴于螺釘長度lE。
c. 裝配轉(zhuǎn)速
根據(jù)所使用的裝配設(shè)備,裝配轉(zhuǎn)速在100rpm到1000rpm之間。此外,轉(zhuǎn)速隨著螺釘深度的增加而降低,這取決于所選的裝配設(shè)備,參見第2.4節(jié)。
螺桿轉(zhuǎn)速越高,側(cè)嚙合區(qū)域內(nèi)的塑料部件受熱越大,取決于摩擦效應(yīng)。由于在高轉(zhuǎn)速下關(guān)閉精度可能較低,因此有必要相應(yīng)地考慮到塑料力學(xué)行為的溫度依賴性。

▲ 圖4
d. 張拉力松弛
塑料具有粘彈性材料行為,即力學(xué)性能取決于時間、溫度和載荷。對于使用螺紋成型金屬螺釘?shù)闹苯勇葆斀宇^,這意味著由于松弛過程,在裝配過程中施加的預(yù)緊/鎖緊力會隨著時間的推移而減小。
無論如何,由于在整個使用階段對安全組件功能的需求,在設(shè)計過程中必須考慮到預(yù)緊/夾緊力的減小,特別是在遇到更困難的操作應(yīng)力時,例如溫度影響或動態(tài)應(yīng)力。
環(huán)境溫度不僅對塑料直接螺紋接頭的純靜態(tài)短時承載能力有重要影響,而且對其長期性能也有重要影響,特別是對構(gòu)件功能起決定性作用的(殘余)預(yù)緊力。
根據(jù)不同熱塑性塑料的溫度依賴性剛度,松弛效應(yīng)在高溫下更為明顯。這方面的決定性因素是利用時的峰值溫度。
根據(jù)在螺桿凸臺正面(正面表面壓力)或在螺桿凸臺基礎(chǔ)水平(螺桿凸臺橫截面上的拉應(yīng)力)上附著部分的支撐類型,塑料和金屬螺桿之間的熱膨脹差異(可逆)以及體積變化效應(yīng),如干燥/收縮(部分可逆),影響預(yù)緊力隨時間的松弛過程。
為了減少張緊力的松弛,表面壓力應(yīng)保持較低,例如使用帶有壓緊墊圈和大螺紋嚙合的螺釘。圖5說明了PA6-GF30中直接螺釘連接的基本影響變量。根據(jù)被測試塑料的類型,結(jié)果可能相差很大。
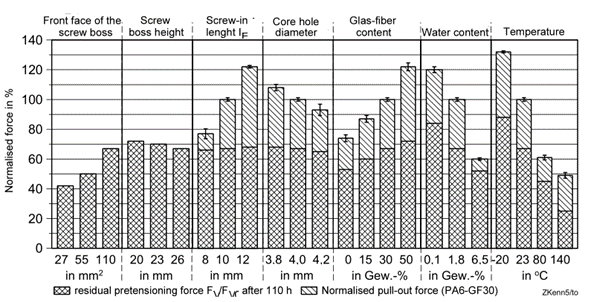
▲ 圖5
2.3
重復(fù)組裝
重復(fù)組裝是可能的,如根據(jù)VDE 0720。
2.4
故障類型
對于塑料中直接擰接的接頭,根據(jù)載荷的發(fā)生情況,可以對裝配操作或使用過程中可能出現(xiàn)的四種失效類型進行本質(zhì)的區(qū)分。
>螺釘拉出/螺釘包裹材料剪切失效
(基本連接參數(shù):螺釘長度/芯孔直徑/螺釘公稱直徑)。
>螺桿斷裂
(螺桿強度:裝配時的抗扭強度和使用時的耐久極限)。
>桿凸臺爆裂
(徑向應(yīng)力成分:壁厚/芯孔/螺桿側(cè)面:應(yīng)力裂紋或注塑缺陷,如焊縫)。
>螺桿凸臺的脫離/撕扯
(組件的橫截面積或螺桿凸臺粘結(jié)不足以傳遞力)。正確的尺寸標注可以抵消與強度相關(guān)的失效類型,參見第3節(jié)。當所有的失效類型在相同的荷載下出現(xiàn)時,就得到了最佳的節(jié)點。
螺釘拔出為后續(xù)修復(fù)提供了更有利的條件,因為可以使用公稱直徑更大的螺釘或插入物來矯正損傷。當然,在螺旋凸臺壁厚的結(jié)構(gòu)設(shè)計時必須考慮到這一點。
2.5
裝配設(shè)備
原則上,直接螺紋連接可以用電動或氣動驅(qū)動的螺紋系統(tǒng)執(zhí)行。螺絲刀的特性曲線和所使用的關(guān)閉類型對于擰緊力矩的可達到精度是決定性的。
氣動螺絲刀可能具有以下具有相應(yīng)關(guān)閉精度的擰緊機構(gòu):
a. 直驅(qū)(無離合器)
精度:±30%
b. 滑動離合器
精度:±15%
c. 關(guān)閉離合器(帶渦輪關(guān)閉)
精度:±3 - 5%
氣動螺絲刀是不可控的,并在設(shè)計誘導(dǎo)的特性曲線上移動。轉(zhuǎn)矩和轉(zhuǎn)速直接相互依存。
電動螺旋驅(qū)動器工作時不需要離合器。關(guān)閉是通過螺旋主軸的高精度電氣減速來實現(xiàn)的。這應(yīng)該最好發(fā)生在低轉(zhuǎn)速。可達到±3%的精度。按規(guī)定的順序進行簡單的擰緊。
如果有必要,存儲程序控制系統(tǒng)允許單獨調(diào)整螺絲順序,并可能有文檔記錄。不僅可以利用轉(zhuǎn)矩,還可以利用旋轉(zhuǎn)角度和時間作為控制或監(jiān)測變量。在這方面,轉(zhuǎn)矩和轉(zhuǎn)速可以相互獨立控制。
03
設(shè)計相關(guān)指令關(guān)鍵影響變量
3.1
需求概要的定義
在定義需求概要時,應(yīng)考慮以下幾點:
負載利用率,靜態(tài)/動態(tài)
溫度應(yīng)力
媒介影響
損失保護/釋放力矩/必要的剩余預(yù)緊力
重復(fù)裝配的可能性
密封功能
在這方面,提出了下列基本問題:
加入成員的材料(最弱的加入成員決定)
可傳遞的夾緊力/預(yù)緊力
足夠的接觸面積和補救措施(壓緊墊圈等)避免過大過厚尺寸
制造工藝造成的影響(方向、焊縫或玻璃纖維分布)
加入件的熱膨脹
吸濕性(如聚酰胺)
對應(yīng)力開裂的敏感性,例如由于周圍介質(zhì)或螺釘涂層(油脂,油或脫模)
3.2
與螺釘選擇有關(guān)的因素
或多或少收斂到尖銳點的螺釘?shù)淖钪匾奶卣魇莻?cè)翼幾何形狀。側(cè)角越尖,螺紋成形過程中被驅(qū)散的材料體積越小,即徑向應(yīng)力減小。
側(cè)面角度30°已被證明是有利的與普通塑料。更鈍角的側(cè)面60°徑向壓緊效果更強。
盡管這增加了螺桿的自鎖,特別是在軟塑料中,螺桿凸臺可能會由于較高的徑向應(yīng)力而爆裂。
螺紋螺距角應(yīng)該是近似的。8°,實現(xiàn)自鎖。通常情況下,帶切削刃的螺釘不會產(chǎn)生預(yù)期的螺紋切割干凈的優(yōu)勢,因為切削刃在絞合過程中很容易堵塞。
此外,拉出力稍低,這使得根據(jù)VDE 0720更難以滿足重復(fù)裝配能力。對于易碎或?qū)?yīng)力開裂敏感的塑料,螺紋切割可能是一種優(yōu)勢。
原則上,熱固性塑料和填料比例高的塑料都需要切削刃。當重點放在特殊強度條件時,不對稱的螺紋形狀可能是有利的。
在拉出方向上螺紋嚙合角平坦時,施加永久拉應(yīng)力時可能導(dǎo)致開裂的徑向力分量較低。
相反,在具有高周向強度的螺旋凸臺的情況下(例如,由于纖維增強或更鈍的上翼角),應(yīng)力可能在螺旋凸臺的周向被消除,從而可能導(dǎo)致更高的總拉出強度。
外徑/孔直徑比
帶壓緊墊圈的機頭成型,特別適用于塑料和TORX驅(qū)動
表面/涂層
螺釘?shù)墓顟?yīng)盡可能緊
側(cè)翼角:30°
螺紋螺距:約8°
頭部形成
3.3
螺桿凸臺的配置
參考3.4節(jié),可以可靠地計算出螺旋凸臺的最重要尺寸。螺旋凸臺的基本結(jié)構(gòu)如圖6所示。特征因子為外徑 dA、芯孔直徑 dK和螺桿長度 lE。
由于螺釘使上接觸面受到應(yīng)力的影響,這種應(yīng)力不僅來自徑向膨脹,而且來自組裝部件的壓上,為了減輕壓力,應(yīng)在上端加入一個與螺釘公稱直徑相同的圓柱形孔。
此外,這種錐形孔提供了由于更好的螺絲定心和向上運動驅(qū)散塑料的優(yōu)勢。
一般情況下,螺旋凸臺的外部形狀為圓柱形,如有必要,還需有連接肋。在芯孔中以圓孔為主。
方形和三角形孔的缺點是在角處存在永久的拉伸/缺口應(yīng)力,以及較低的拉拔強度。
3.4
螺旋凸臺的近似設(shè)計
綜合研究得出以下尺寸的建議,然而,這些建議必須得到實驗的驗證:
旋緊長度 lE:lE ≥ 2d1
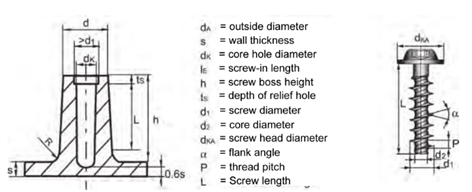
▲ 圖6
孔直徑 dk:dk = (0.8…0.9)·d1
較低的值適用于小螺釘(d1<4mm)和韌性塑料,較高的值適用于脆性塑料。
孔深 ts:ts ≈ 0.4·d1
螺桿凸臺外徑 dA:dA≥2·d1
除了有限元法(FEM)可以在早期對整個子組件的機械性能和加工過程進行分析和優(yōu)化外,原材料和螺釘制造商的特殊計算程序也適用于個別設(shè)計元素的近似計算。
通常,尺寸的確定是基于上述理論方法,并與實驗結(jié)果進行校準。通過使用這些程序,設(shè)計者可以在很短的時間內(nèi)獲得關(guān)于正確尺寸的聲明。
應(yīng)用這些程序的一個重要前提是設(shè)計人員要批判性地看待結(jié)果。在這種情況下,設(shè)計建議只能與輸入數(shù)據(jù)一樣好這一原則是有效的。因此,用戶必須對這種連接技術(shù)有基本的了解。
這些程序既不能取代與原材料和螺釘制造商的協(xié)商,也不能取代實驗確認測試。借助于聯(lián)機輔助工具和導(dǎo)入數(shù)據(jù)庫,便于用戶應(yīng)用分析聯(lián)系,即根據(jù)文獻中規(guī)定的公式計算特征。
04
薄壁附加元件直接旋緊
在某些應(yīng)用領(lǐng)域,塑料的直接旋入達到極限,例如薄壁組件,不允許任何旋入圓頂?shù)慕M件,夾芯組件或極薄的薄片。
在這些應(yīng)用的情況下,可以利用特殊的附加元素,由塑料制成,并與薄壁組件機械鎖在一起,然后由不同壁厚的不同材料制成的部件可以用這些連接元件連接,如圖7所示。
它們是通過從組件的邊緣或通過表面的切口垂直于擰入方向安裝的。該元件可以補償主規(guī)中孔的任何公差。各種元件可用于不同的材料壁厚和孔間距。
圖8顯示了另一個由塑料制成的多功能緊固元件的例子,該元件具有多種執(zhí)行方式,并可選擇集成密封功能。厚度范圍達2.5毫米的子結(jié)構(gòu)可以加工,厚度范圍也可以更高。一個特別的優(yōu)點是可變裝配的可能性。
例如,裝配可以通過插接或連接和扭轉(zhuǎn)進行,并且可以自動化。
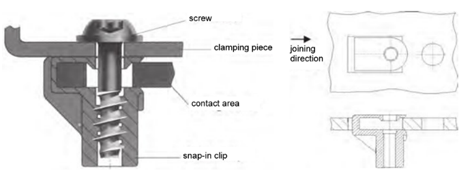
▲ 圖7
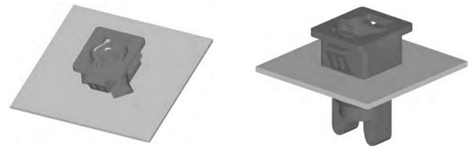
▲ 圖8
05
電測定特性的試驗程序
軸向拉伸試驗、測定扭矩和由此產(chǎn)生的預(yù)緊力以及持續(xù)扭矩的擰動試驗,主要用于確定塑料直接擰動接頭的連接性能,如圖9所示。
必須考慮到溫度的依賴性和松弛效應(yīng)。特別是在橫向力和彎曲的情況下,最好對構(gòu)件的承載能力進行測試。
06
應(yīng)用示例
通過汽車引擎蓋下進氣系統(tǒng)的實例,突出了塑料直接螺紋接頭的性能潛力。這些組件在使用中受到廣泛的熱動力應(yīng)力。
當然,自攻螺紋接頭也廣泛應(yīng)用于電氣、電子、白金屬電器、體育甚至玩具等行業(yè)。